Projektowanie, dobór materiałów, produkcja oraz kontrola procesu produkcji prefabrykatów pali żelbetowych opiera się na wytycznych zawartych w aktualnych normach i obowiązujących rozporządzeniach, np. [3].
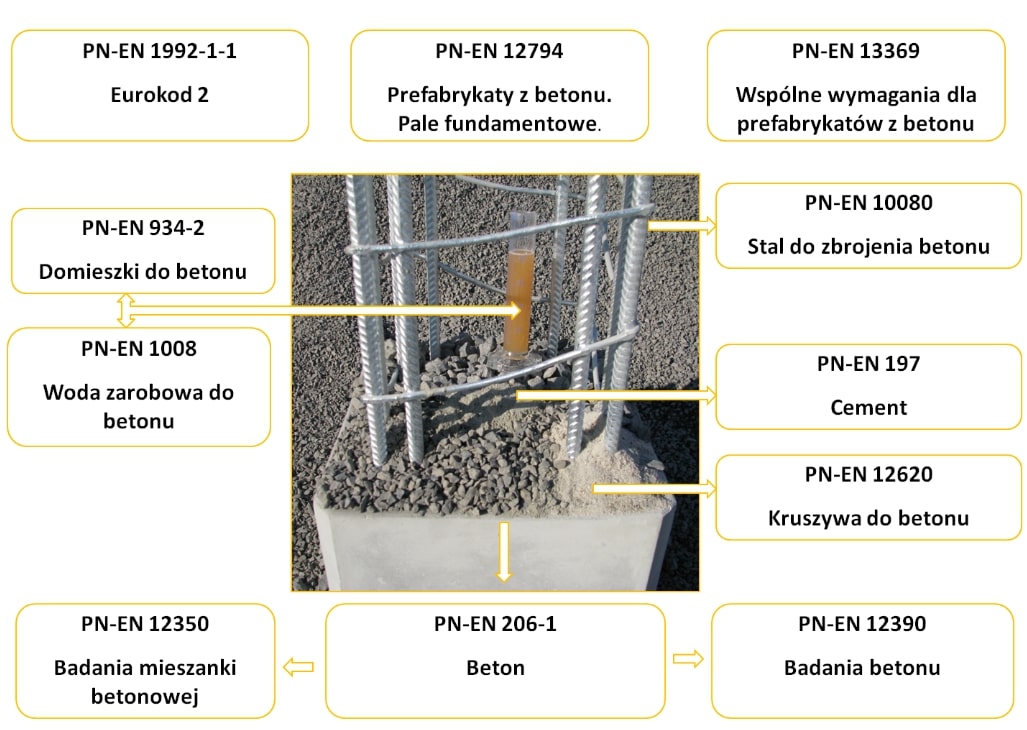
Rys. 1. Schemat powiązań PN-EN 12794 z innymi normami dotyczącymi materiałów, badań i projektowania
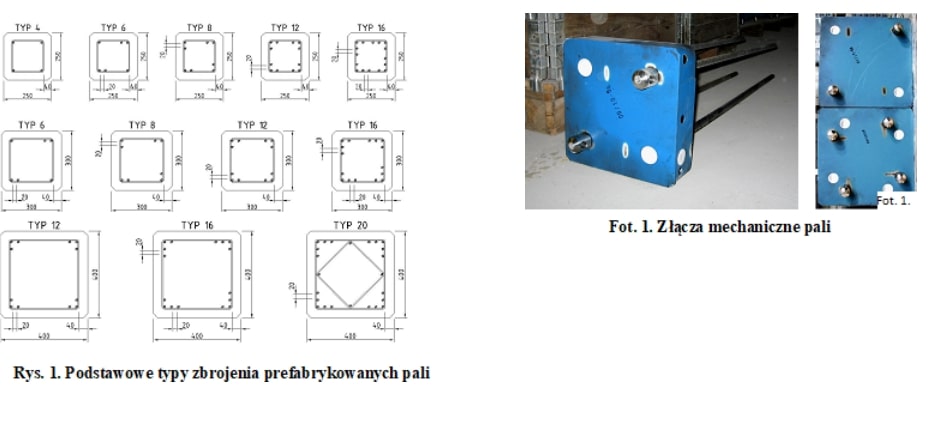
Obecnie w Polsce w największym zakresie stosowane są żelbetowe pale prefabrykowane o przekroju kwadratowym i wymiarach boku wynoszących 250, 300 i 400 mm. Długość produkowanych prefabrykatów zależy od:
- możliwości produkcyjnych wytwórni – długości posiadanych form, udźwigu stosowanych środków transportowych (np. suwnic) itp.;
- obowiązującym przepisów w zakresie skrajni transportowej drogowej lub kolejowej (w Polsce najbardziej efektywnym środkiem transportu pali jest transport samochodowy, a obowiązujące przepisy powodują, że ekonomiczne jest transportowanie pojedynczych prefabrykatów o długości do 14 m);
- możliwości technicznych kafarów stosowanych przez wykonawców – większość kafarów umożliwia w typowych warunkach wbijanie pali o długości do 18 (21) m.
Decyduje zazwyczaj warunek najostrzejszy, zatem prefabrykaty są zwykle produkowane i dostarczane na budowę w odcinkach o długości do 14 m. Długość prefabrykatu nie stanowi jednak górnego ograniczenia dla długosci pali, o której decydują przewidywane obciążenia i warunki gruntowe. W przypadku konieczności wykorzystania pali prefabrykowanych o długości przekraczającej 14 m stosuje się pale segmentowe łączone za pomocą różnego typu złączy palowych .
Powierzchnia zbrojenia głównego produkowanych prefabrykatów zależy od wymagań:
Trwałość prefabrykowanych pali żelbetowych
Przemysłowy charakter produkcji współczesnych prefabrykatów palowych powoduje konieczność stosowania wysokiej jakości materiałów i rozwiązań konstrukcyjnych zapewniających produkowanym elementom szeroki zakres możliwych zastosowań. Optymalny dobór materiałów do produkcji prefabrykatów palowych oraz technologia ich wytwarzania muszą gwarantować spełnienie wymagań normowych w zakresie trwałości w różnorodnych warunkach gruntowych. W produkcji prefabrykatów palowych stosuje się obecnie w Polsce beton klasy C40/50 lub wyższej o stosunku w/c ≤ 0,40 i zawartości cementu min. 420 kg/m3. Ze względu na wymagania rozporządzenia [3] do przemysłowej produkcji prefabrykatów palowych stosowane są kruszywa łamane, wysoko odporne na zamrażanie i rozmrażanie (grysy bazaltowe lub granitowe), których stopień reaktywności alkalicznej wynosi „0”. Maksymalna zawartość chlorków w betonie nie powinna przekraczać 0,2%. W procesie produkcji zapewniana jest też ochrona świeżo zaformowanego betonu przed wysychaniem . Spełnienie powyższych warunków oraz zapewnienie otuliny minimalnej 40 mm pozwala na stosowanie produkowanych prefabrykatów w warunkach odpowiadających klasom ekspozycji: X0, XC1-XC4, XS1-XS3, XD1-XD3, XF1, XA1.
W przypadku klasy ekspozycji:
-XA2 lub XA3 (silna agresywność chemiczna) spowodowanej ponadnormatywną zawartości SO42, należy do produkcji prefabrykatów zastosować cement o wysokiej odporności na siarczany;
-XF2, XF3 lub XF4 należy zastosować domieszki napowietrzające do mieszanki betonowej.
W przypadku szczególnych wymagań istnieje możliwość dalszej modyfikacji procesu produkcyjnego pali lub uzupełnienie go o kolejne zabiegi technologiczne spełniające wymagania indywidualnej dokumentacji projektowej.