Prefabrykaty pali żelbetowych powinny być wytwarzane w wytwórniach stałych ze względu na stawiane im wysokie wymagania jakościowe.
Proces produkcyjny składa się z następujących etapów:
przygotowanie prętów i formowanie szkieletu zbrojeniowego metodą automatyczną lub ręczną, jeśli takie są wymagania projektu;
- przygotowanie form poprzez oczyszczenie z pozostałości betonu i naniesienie środka antyadhezyjnego za pomocą urządzeń natryskowo-rozpylających w celu uzyskania cienkiej i równomiernie rozłożonej warstwy;
- montaż zbrojenia i elementów dystansowych w formach (w przypadku zbrojeń wykonywanych automatycznie wkładki dystansowe nakładane są również automatycznie);
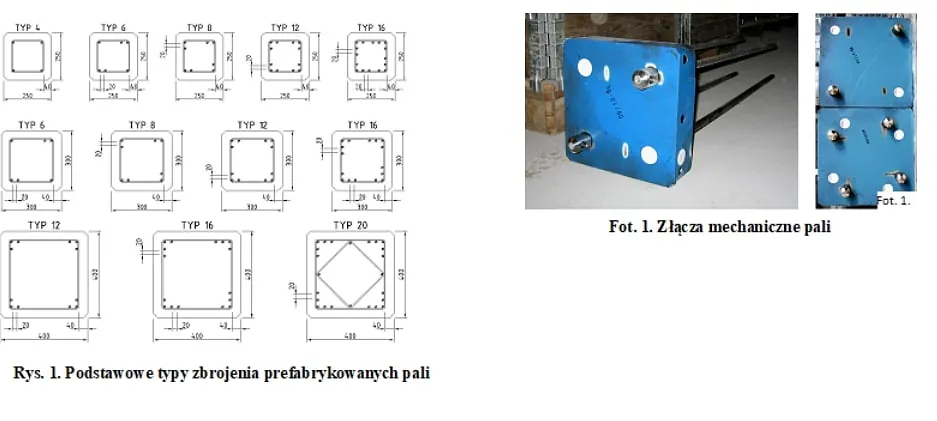
- montaż ewentualnych złączy palowych – należy je umieścić w koszu zbrojeniowym, po czym włożyć do formy z zastosowaniem precyzyjnej blokady zapewniającej prostopadłość blachy czołowej złącza i osi pala;
- wytworzenie i transport mieszanki betonowej – mieszankę betonową należy przetransportować do hali produkcyjnej w sposób uniemożliwiający rozsegregowanie składników, podać z pojemnika podwieszonego nad formą i zagęścić wibratorem buławowym pogrążalnym (nie dotyczy mieszanek samozagęszczających się);
- pielęgnacja prefabrykatów w formach przez stosowanie plandek hydroizolacyjnych zapobiegających odparowaniu wody z betonu;
- wyciąganie (z użyciem zawiesia belkowego) prefabrykatów z form, których ścianki boczne są wcześniej rozchylane hydraulicznie;
- transport i składowanie prefabrykatów w magazynie wyrobów gotowych przy użyciu specjalnie przystosowanych samochodowych zestawów transportowych i suwnic.
Fot. 8. Montaż zbrojenia w formach
Fot. 9. Układanie betonu
Fot. 10. Zapewnienie odpowiednich warunków wilgotnościowo-cieplnych
Fot. 11. Rozformowanie prefabrykatów palowych
Sposób transportu oraz składowania elementów
Prefabrykaty palowe mogą być przewożone środkami transportu dostosowanymi do długości przewożonych pali po ich odpowiednim zabezpieczeniu przed przesunięciem lub uszkodzeniem. Dopuszcza się układanie maksymalnie dwóch warstw pali z zastosowaniem przekładek drewnianych o wymiarach 0,1 x 0,1 m pomiędzy warstwami prefabrykatów. Dwie przekładki drewniane powinny być usytuowane w odległości 0,23 L od końców pala (gdzie L oznacza długość całkowitą pala). W czasie transportu należy zapewnić równomierne obciążenie naczepy i zabezpieczenie przewożonych prefabrykatów przed przesunięciem.
Podczas rozładunku prefabrykatów należy stosować odpowiednie zawiesia transportowe przystosowane do ciężarów przemieszczanych pali. Długość zawiesia transportowego musi zapewniać uzyskanie pomiędzy osią pala a cięgnem kąta o wartości co najmniej 60 stopni.
Gotowe elementy składuje się w stosach na dwóch podkładkach drewnianych o wymiarach 0,1 x 0,1 m, umieszczonych w odległości 0,23 L od końców pala, co zapewnia korzystny rozkład momentów zginających. Długość przekładek powinna być większa o 0,05 m od szerokości stosu pali. Prefabrykaty palowe powinny być składowane na stabilnym, wyrównanym lub utwardzonym podłożu. Na placu budowy pale najlepiej składować w jednej warstwie na pryzmach uformowanych z gruntu.

Fot. 12. Sposób przenoszenia pala fundamentowego za pomocą zawiesia transportowego